An Overview of Homogenization in the Dairy Industry

An Overview & Working Principles of Gyratory Screen Vibrator Separator Machine
July 25, 2023
An Overview of the Stainless Steel Liquid Mixing Tank
July 25, 2023
The use of Homogenization in the dairy industry is very effective, ensuring uniformity and consistency in dairy products like milk, cream, and yogurt. To avoid cream separation and enhance product quality, this technique includes breaking down fat globules. We will look at the relevance of homogenization, the function of liquid homogenizers, their costs, and how they affect the homogenization of milk in this blog.
What is Homogenization?
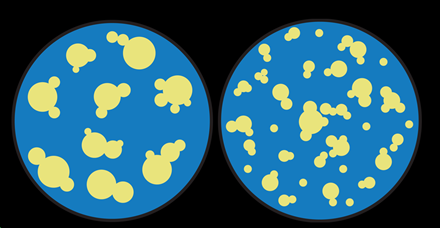
By using a mechanical process called homogenization, dairy products can have their fat distributed equally throughout them rather than having the cream float to the top. By shrinking the size of fat globules, a stable emulsion is produced. High pressure is applied to the milk during the procedure, and it is forced through a small aperture while experiencing turbulent flow. This successfully breaks down the fat globules into smaller particles, producing a consistent final product in terms of texture and consistency.
The Significance of Homogenization
The dairy operation can gain significantly from homogenization in a number of ways. First of all, it improves the mouth feel and sensory qualities of dairy products, making them creamier and smoother. Second, by avoiding fat separation and lowering the possibility of spoiling, it increases the shelf life of products. Additionally, homogenization makes dairy products seem better, enhancing their appeal to customers on a visual level. Due to these benefits, homogenization has been a common practice in the dairy sector.
The Role of Liquid Homogenizers
The core of the homogenization process in the dairy industry is liquid homogenizers. These devices are made to handle different dairy products and guarantee consistency. The liquid is usually homogenized by running it through a number of high-pressure valves and channels, which effectively breaks down the fat globules. In order to meet the special requirements of dairy producers, liquid homogenizers are available in a variety of sizes and capacities.
Factors Influencing Liquid Homogenizer Prices
The price of a liquid homogenizer might vary depending on the manufacturer. The machine’s capacity and throughput are of utmost importance in deciding its pricing. In general, larger homogenizers that can process lots of dairy products will cost more than smaller ones. The homogenizer’s price is also influenced by the degree of automation and technological developments, as more advanced machines could cost more money.
Other Considerations in Liquid Homogenizer Price
The brand and reputation of the liquid homogenizer machine manufacturer also impact the cost of the equipment. Due to their dependable performance and established reputation, well-known brands frequently charge a premium. Dairy producers must, however, strike a balance between price and quality because an investment in a dependable, long-lasting homogenizer can result in significant, long-term advantages.
The Milk Homogenization Process
The most prevalent use of liquid homogenizers in the dairy sector is for the purpose of milk homogenization. Raw milk is pumped into the chamber of the homogenizer to start the process. Depending on the machine’s parameters, the pressure within the homogenizer normally ranges from 500 to 2000 psi. Due to this pressure, the milk flows through small openings and breaks up large chunks of fat into smaller chunks.
Importance of Pressure in Milk Homogenization
The pressure applied during milk homogenization is a critical factor in determining the quality of the final product. Inadequate pressure may prevent the fat globules from being efficiently broken down, resulting in an uneven distribution of the fat and cream separation. However, too much pressure can result in the development of unfavorable flavors and alter the flavor of the dairy product.
Effects of Homogenization on Dairy Products
Different dairy products are affected differently by homogenization. It keeps the cream from separating in milk, giving the final product a uniform texture and look. Cream’s stability and whipping qualities are improved through homogenization, making it simpler to incorporate into a variety of recipes. Homogenization makes yoghurt and ice cream smoother and creamier, which enhances the taste and texture for the consumer.
Final Words:
In order to maintain uniform quality and texture in dairy products, homogenization is a crucial step in the dairy business. In this procedure, liquid homogenizers are essential, and their costs might vary depending on several aspects like capacity, automation, and brand reputation. The proper pressure must be used during milk homogenization in order to get the required results without sacrificing taste or quality. Homogenization is a vital process that will continue to influence the manufacturing of dairy products for years to come as the dairy industry develops.




{kind=link}
{kind=link}
{kind=link}